安川機(jī)器人遠(yuǎn)程控制總結(jié)
一、 master程序
1����、master程序的設(shè)置
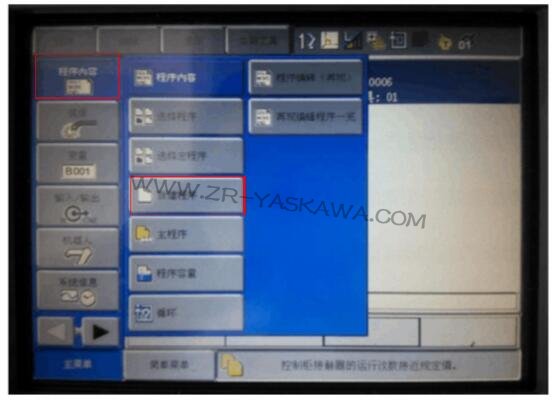
單擊【主菜單】—>選擇屏幕上的【程序內(nèi)容】—>【新建程序】
單擊【選擇】顯示如圖1-2所示的界面,單擊【選擇】�,輸入程序名���,單擊軟鍵盤【ENTER】�����,單擊【執(zhí)行】����,此處程序名為“MASTER”����,程序創(chuàng)建完畢。
單擊【主菜單】—>選擇屏幕上的【程序內(nèi)容】—>【主程序】
單擊【選擇】�����,設(shè)置主程序界面�����。
單擊【選擇】�����,單擊【向下】選擇“設(shè)置主程序”�。
單擊【向下】選擇“MASTER”單擊【選擇】�����。
2��、MASTER程序的編輯
單擊【主菜單】—>選擇【程序內(nèi)容】—>【選擇程序】—>【選擇】����,出現(xiàn)如圖1-7所示的界面,單擊【向下】����,選擇“MSATER”,單擊【選擇】��。在如圖2-1所示的界面下編輯主程序�。
此處以2個(gè)工位,每個(gè)工位3種工件的工作站為例創(chuàng)建主程序內(nèi)容�,需要熟悉機(jī)器人示教器的基本操作(如【命令一覽】【插入】【回車】【選擇】)。
插入DOUT OT#(1) OFF程序舉例:光標(biāo)定位在左側(cè)行號(hào)處����,如圖2-2,如圖單擊【命令一覽】�,選擇【I/O】,單擊【選擇】���,選擇【DOUT】�����,如圖2-3所示的界面
單擊【選擇】�����,顯示如圖2-4所示的界面��,光標(biāo)定位在“DOUT”上�,單擊【選擇】,顯示如圖2-5所示的界面���,光標(biāo)定位到“數(shù)據(jù)”行的ON�,單擊【選擇】���,切換成“OFF”�����,單擊兩次【回車】則可出入該指令�。需要指出的是在光標(biāo)定位處插入指令是向下插入���。
程序內(nèi)容如下(安裝在機(jī)器人中的MASTER程序見附件MASTER): 第二行的NAME才是機(jī)器人控制器登錄的程序名�����,單純的修改文件名不能改變程序名�。
圖2-5 程序內(nèi)容如下(安裝在機(jī)器人中的MASTER程序見附件MASTER): 第二行的NAME才是機(jī)器人控制器登錄的程序名����,單純的修改文件名不能改變程序名
'=初始化
'=初始化
'=主程序
'***工位1判斷
'***工位2判斷
'***無工位被選中
JUMP *MAIN '=主程序
'=工位1工件選擇程序
'***把IGH#(1)的4位賦給
'***當(dāng) B000=1跳到*JOB1-1標(biāo)簽
'***當(dāng) B000=2跳到*JOB1-2標(biāo)簽
'***當(dāng) B000=3跳到*JOB1-3標(biāo)簽
'***當(dāng)無工件被選中,暫停
JUMP *MAIN '=工位1工件選擇程序
'=工位2工件選擇程序
'***把IGH#(1)的4位賦給
'***當(dāng) B000=1跳到*JOB2-1標(biāo)簽
'***當(dāng) B000=2跳到*JOB2-2標(biāo)簽
'***當(dāng) B000=3跳到*JOB2-3標(biāo)簽
'***當(dāng)無工件被選中��,暫停
'=工位2工件選擇程序
'=工位1的1#工件焊接調(diào)用
JUMP *MAIN '=工位1的1#工件焊接調(diào)用
'=工位1的2#工件焊接調(diào)用
'=工位1的2#工件焊接調(diào)用
'=工位1的3#工件焊接調(diào)用
'=工位1的3#工件焊接調(diào)用
'=工位2的1#工件焊接調(diào)用
'=工位2的1#工件焊接調(diào)用
'=工位2的2#工件焊接調(diào)用
'=工位2的2#工件焊接調(diào)用
'=工位2的3#工件焊接調(diào)用
'=工位2的3#工件焊接調(diào)用